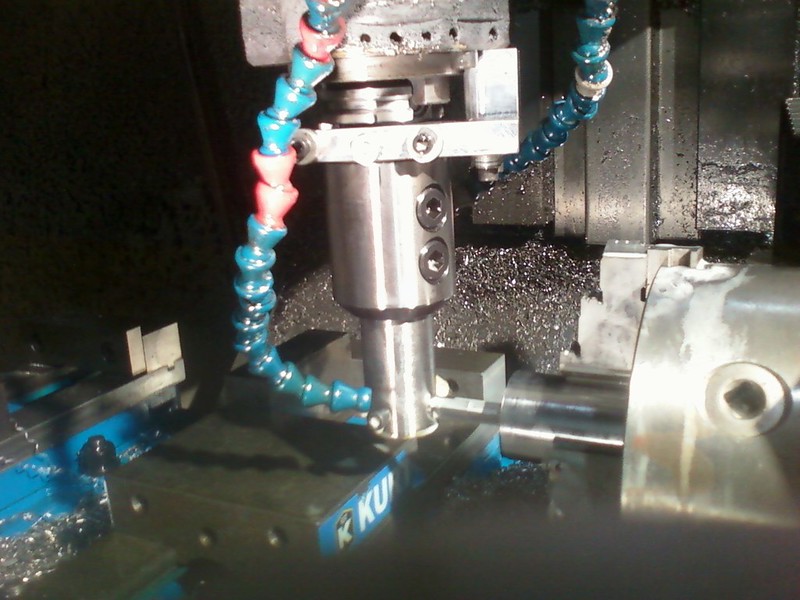
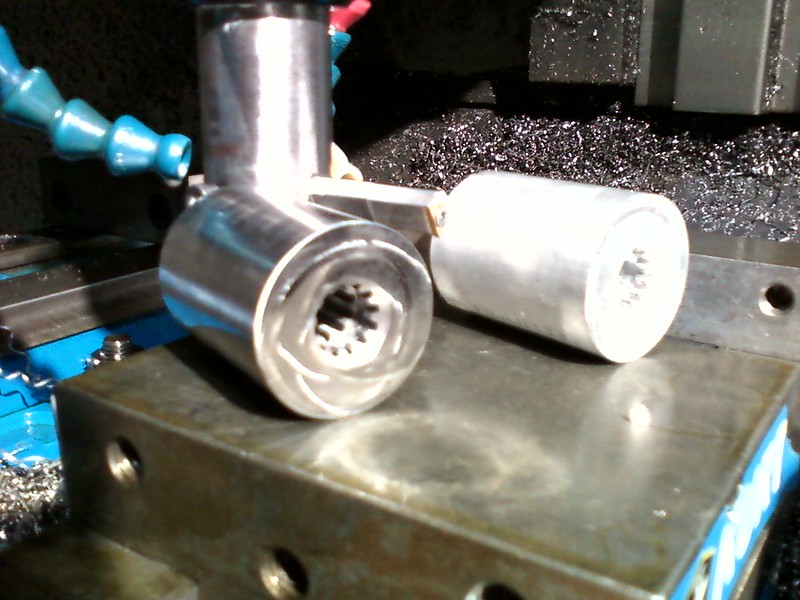
Hey folks, need a tech assist in getting some code set up for an indexed rotary broaching process on my VMC. I added a sample of a simple broaching cycle from a non-indexed broaching program I already use below. I have an inside spline broach that needs to index on features that have been machined in previous steps (roughed out). When I can afford it, it will be a two broach process with a rough and finish broach each making a run... for now doing the first cuts the hard way. The broach has a brake that holds the bit from turning in the broach holder until it starts to cut teeth. I need to move the broach from the umbrella tool holder where it is indexed at zero rotation. Once the part is positioned under the spindle, I need to move the spindle down to light contact with the part and only then start the spindle rotation. At end of broach run the spindle has to stop and re-orient to zero before withdrawing from the part. The next time the tool gets used it will be in the same clock rotation as last used. I think I can see where to move the spindle start command farther down in the code until the tool is in contact with the part. I think I can even stop the spindle before retracting. I am not so sure about how to cause the spindle to orient to the clock rotation for tool exchange before retracting...
Does anyone have an indexed rotary broach program of this type working on this model machine? Would love to see some code samples to help me along. I have added comments as to purpose of each line below as I understand them... please let me know if I am off base. The first four lines appear to be getting the machine ready to work, but I don't truly get them. Any lines without a comment are mysteries!
O0075 (TEST BROACH)
(T14 D=0.375 CR=0. - ZMIN=0.1871 - FORM MILL)
N10 G90 G94 G17
N15 G20
N20 G28 G91 Z0.
N25 G90
(DRILL2)
N30 T14 M6 (change to tool 14)
N35 S700 M3 (spindle on at 700 rpm)
N40 G4 P257 (dwell for that time... why?)
N45 M8 (coolant on)
N50 G0 E1 X0.3101 Y-0.1218 (move table to bring part under spindle)
N55 G43 Z1.2595 H14 (offset length of tool 14?)
N60 Z0.8595 (z axis move to start location for feeding)
N65 G1 Z0.1871 F0.7 (moving at feed rate of .007 per revolution to specified location?)
N70 G4 P5000 (dwell for specified time -why?)
N75 M5 (stop spindle)
N80 G0 Z0.8595 (rapid home?)
N85 M3 (spindle on again - why?)
N90 Z1.2595
N95 M9 (coolant off)
N100 G28 G91 Z0. (does this index spindle to zero or is that next line?)
N105 G90
N110 G53 X0. Y0. (return table home)
N115 M30 (end)
As you can see I am far from a G-code genius. Using Solidworks 2017 with HSMworks2020 for CAM. Any help would be appreciated!
Does anyone have an indexed rotary broach program of this type working on this model machine? Would love to see some code samples to help me along. I have added comments as to purpose of each line below as I understand them... please let me know if I am off base. The first four lines appear to be getting the machine ready to work, but I don't truly get them. Any lines without a comment are mysteries!
O0075 (TEST BROACH)
(T14 D=0.375 CR=0. - ZMIN=0.1871 - FORM MILL)
N10 G90 G94 G17
N15 G20
N20 G28 G91 Z0.
N25 G90
(DRILL2)
N30 T14 M6 (change to tool 14)
N35 S700 M3 (spindle on at 700 rpm)
N40 G4 P257 (dwell for that time... why?)
N45 M8 (coolant on)
N50 G0 E1 X0.3101 Y-0.1218 (move table to bring part under spindle)
N55 G43 Z1.2595 H14 (offset length of tool 14?)
N60 Z0.8595 (z axis move to start location for feeding)
N65 G1 Z0.1871 F0.7 (moving at feed rate of .007 per revolution to specified location?)
N70 G4 P5000 (dwell for specified time -why?)
N75 M5 (stop spindle)
N80 G0 Z0.8595 (rapid home?)
N85 M3 (spindle on again - why?)
N90 Z1.2595
N95 M9 (coolant off)
N100 G28 G91 Z0. (does this index spindle to zero or is that next line?)
N105 G90
N110 G53 X0. Y0. (return table home)
N115 M30 (end)
As you can see I am far from a G-code genius. Using Solidworks 2017 with HSMworks2020 for CAM. Any help would be appreciated!
Last edited:

 )
)