fastguyjosh
Plastic
- Joined
- Dec 21, 2022
Hi all,
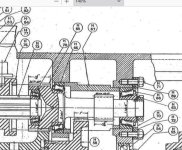
I've followed many of these threads and have turned to this site on countless occasions for all kinds of things. It's amazing what networking can do. I want to start off by saying thanks. Now onto the real topic. I have a early 40's Reed prentice 14" model b lathe and its missing three teeth in the smaller gear. The best i can tell is that it's part H65 in the microfiche or parts breakdown from the manual. I'm hoping to gain knowledge of where to possibly look to get a replacement and if there's such a thing as a machinery "salvage yard" that may have one. I know a bunch of them were made so i feel like the possibility of coming up with what I need is possible. Lever c is the actuating lever that engages either of the two.. It's the small gear that lost the the teeth. I want to say there's only 12 teeth on it. It's been a bit since I had it opened up. Thanks for your help. Josh.
I've followed many of these threads and have turned to this site on countless occasions for all kinds of things. It's amazing what networking can do. I want to start off by saying thanks. Now onto the real topic. I have a early 40's Reed prentice 14" model b lathe and its missing three teeth in the smaller gear. The best i can tell is that it's part H65 in the microfiche or parts breakdown from the manual. I'm hoping to gain knowledge of where to possibly look to get a replacement and if there's such a thing as a machinery "salvage yard" that may have one. I know a bunch of them were made so i feel like the possibility of coming up with what I need is possible. Lever c is the actuating lever that engages either of the two.. It's the small gear that lost the the teeth. I want to say there's only 12 teeth on it. It's been a bit since I had it opened up. Thanks for your help. Josh.