JDM-oldschool
Aluminum
- Joined
- Jun 2, 2022
Yesterday i have been in the workshop again and started with measuring everything that I have cleaned so far in detail.
Especially the parts that need attention, the Quill and the spindles.
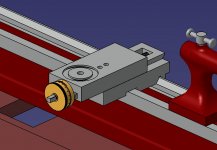
To see more closely what options I have I started Cad modelling the parts. I think I will have to keep the TR11 spindle diameter and make a complete new spindle if I dont want to mess around with the bearing diameters and the nut.
The 1 on the right is 8,3mm, just a bit smaller than the TR11 center diameter, a TR10 will mean I have to put a bushing on, but I dont see a way to hold the bushing in place, and the bearing diameter would be close to 7mm, thats a bit tiny...
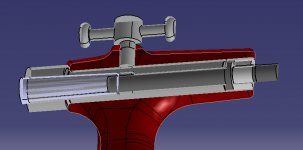
The 2 on the left is exactly the 11mm as the thread. I would have to bore the sled larger to fit a TR12.
Also the whole spindle is about 3mm from the upper sled. With a larger thread there wont be a lot material left on the brass nut.
I think i might try to make it myself after the lathe is running and if I can improve a bit the backlash it has now. Some material does not cost a fortune and a cheap tap and die set should work long enough for two or three threads. Or?
Like that one: cheap set
Especially the parts that need attention, the Quill and the spindles.
To see more closely what options I have I started Cad modelling the parts. I think I will have to keep the TR11 spindle diameter and make a complete new spindle if I dont want to mess around with the bearing diameters and the nut.
The 1 on the right is 8,3mm, just a bit smaller than the TR11 center diameter, a TR10 will mean I have to put a bushing on, but I dont see a way to hold the bushing in place, and the bearing diameter would be close to 7mm, thats a bit tiny...
The 2 on the left is exactly the 11mm as the thread. I would have to bore the sled larger to fit a TR12.
Also the whole spindle is about 3mm from the upper sled. With a larger thread there wont be a lot material left on the brass nut.
I think i might try to make it myself after the lathe is running and if I can improve a bit the backlash it has now. Some material does not cost a fortune and a cheap tap and die set should work long enough for two or three threads. Or?
Like that one: cheap set