99Panhard
Stainless
- Joined
- Feb 22, 2006
- Location
- Smithfield, Rhode Island
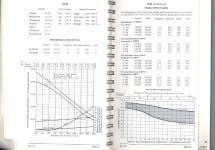
I have to make an axle for the 1910 Mitchell I've been working on for close to ten years. It's 1-3/8" in diameter, about 30 inches long with squared ends. PM Heldt's engineering manual (1912 Edition) states they were made from "30 point carbon steel", "45 point carbon steel", "30 point carbon, 3-1/2% nickel steel", "vanadium steel" or "chrome nickel steel" and that heat treating was required. My question is, what would be an appropriate modern material to replace one of these adding the proviso that I'm doing all this work on what are essentially antique machines with HSS tooling. Of course carbide hadn't been invented in 1910 and HSS was nowhere near as common as it would be 20 years later. It's a full floating rear axle and I have one of the two axles...I'm missing 1 axle and the drive shaft which must have been similar as it runs inside a torque tube.
The MItchell company cut about every corner they could so I'm guessing they used the cheapest materials they could get away with. Nevertheless, the axle I have is in very good condition. Still, I don't relish copying lower quality work so if it is feasible I may make both.
The MItchell company cut about every corner they could so I'm guessing they used the cheapest materials they could get away with. Nevertheless, the axle I have is in very good condition. Still, I don't relish copying lower quality work so if it is feasible I may make both.