rimcanyon
Diamond
- Joined
- Sep 28, 2002
- Location
- Salinas, CA USA
Thanos, it is a good idea, I will check.
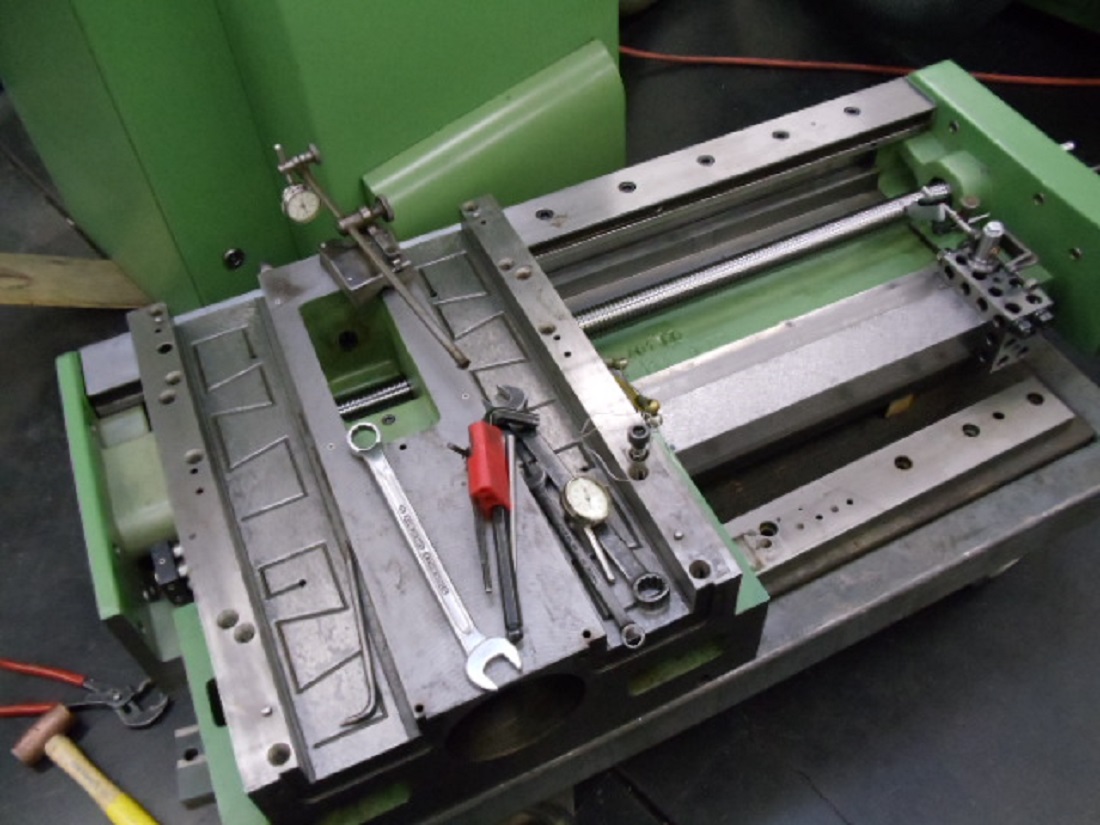
Since I posted above, I have scraped the Z axis gib flat. It took a lot of work, it had a lot of wear at the thinner end. It is not completely done (no attempt at spotting or flaking), because I decided it would make more sense to finish the scraping once the knee is back on the machine. I also scraped both of the X axis gibs, and will finish those when the X slide goes on. I measured the depth of the box ways and plan to have the keeper plates ground to match. Before I can re-install the knee, I need to disassemble and clean/de-grease the knee internal oil passages and the X and Z stop shifting linkage, similar to the work shown in Bruce Allen's thread: https://www.practicalmachinist.com/...-and-support-tear-down-and-reassembly.277534/

Since I posted above, I have scraped the Z axis gib flat. It took a lot of work, it had a lot of wear at the thinner end. It is not completely done (no attempt at spotting or flaking), because I decided it would make more sense to finish the scraping once the knee is back on the machine. I also scraped both of the X axis gibs, and will finish those when the X slide goes on. I measured the depth of the box ways and plan to have the keeper plates ground to match. Before I can re-install the knee, I need to disassemble and clean/de-grease the knee internal oil passages and the X and Z stop shifting linkage, similar to the work shown in Bruce Allen's thread: https://www.practicalmachinist.com/...-and-support-tear-down-and-reassembly.277534/
Last edited: