old grayfellow
Plastic
- Joined
- Feb 13, 2013
- Location
- TX
Hi All,
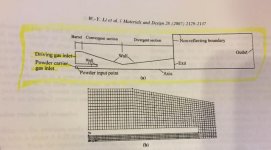
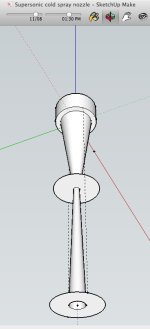
I'd like to produce a "DeLaval" type nozzle which is essentially just a venturi sort of thing. It has a "convergent" section tapering from e.g. 3/8" diameter at the entrance down to e.g. 1/8" dia over a distance of like 2", and then a "divergent" section which again opens up from e.g. 1/16" to e.g. 3/16" dia over a distance of perhaps 3-5".
The nozzle can be made out of a simple piece of mild steel bar stock, and the constriction area does NOT need to have a rounded profile like a typical venturi would.
So my question is, how to best "machine" something like this?
For the convergent section I was thinking of just first using several twist drills of appropriate diameter and depth to remove the majority of material, and then finishing the taper using a stepless tapered drill bit chucked in the lathe to finish the profile.
The divergent section seems a bit more challenging though. What I had in mind was to use a metal file of appropriate profile chucked in the lathe to finish off the taper. Since this is such a small diameter and deep hole, I don't know of any way of turning it using traditional lathe cutters or a boring bar, and also don't know of any tapered drill bits with that kind of long and narrow taper. The file might take a while to remove that stock, but I don't know of any other type of cutter that would give the right type of taper at that diameter.
Any suggestions?
I'd like to produce a "DeLaval" type nozzle which is essentially just a venturi sort of thing. It has a "convergent" section tapering from e.g. 3/8" diameter at the entrance down to e.g. 1/8" dia over a distance of like 2", and then a "divergent" section which again opens up from e.g. 1/16" to e.g. 3/16" dia over a distance of perhaps 3-5".
The nozzle can be made out of a simple piece of mild steel bar stock, and the constriction area does NOT need to have a rounded profile like a typical venturi would.
So my question is, how to best "machine" something like this?
For the convergent section I was thinking of just first using several twist drills of appropriate diameter and depth to remove the majority of material, and then finishing the taper using a stepless tapered drill bit chucked in the lathe to finish the profile.
The divergent section seems a bit more challenging though. What I had in mind was to use a metal file of appropriate profile chucked in the lathe to finish off the taper. Since this is such a small diameter and deep hole, I don't know of any way of turning it using traditional lathe cutters or a boring bar, and also don't know of any tapered drill bits with that kind of long and narrow taper. The file might take a while to remove that stock, but I don't know of any other type of cutter that would give the right type of taper at that diameter.
Any suggestions?