No offense taken or apologies necessary. I happen to work for a product development company that has a captive shop, and my boss has decided that we should be able to make just about literally anything, so I have a LOT of equipment and machinery that most don't. You gave me a lot of good info for various ways to go about this, so that's valuable in and of itself!I was unaware you have access to proper resources.
I foolishly got the notion you were a hobby guy playing in his basement.
I'm entirely self taught, so I appreciate when people give me a lot of information. Doesn't offend me in the slightest. I posted here so I could learn.
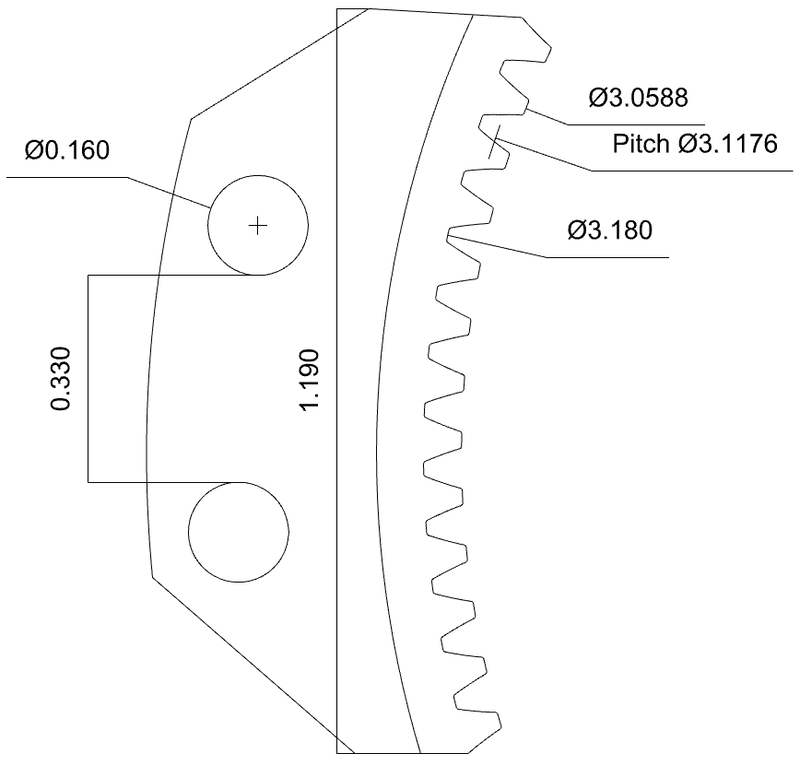
I'll look around and see if I can find any. I know my boss has one he uses when he's designing for client work, so I can probably use that. Still need baseline measurements to plug in.IIRC, there are a couple freeware gear profile programs that you may be able to use to calculate the pitch diameter with.
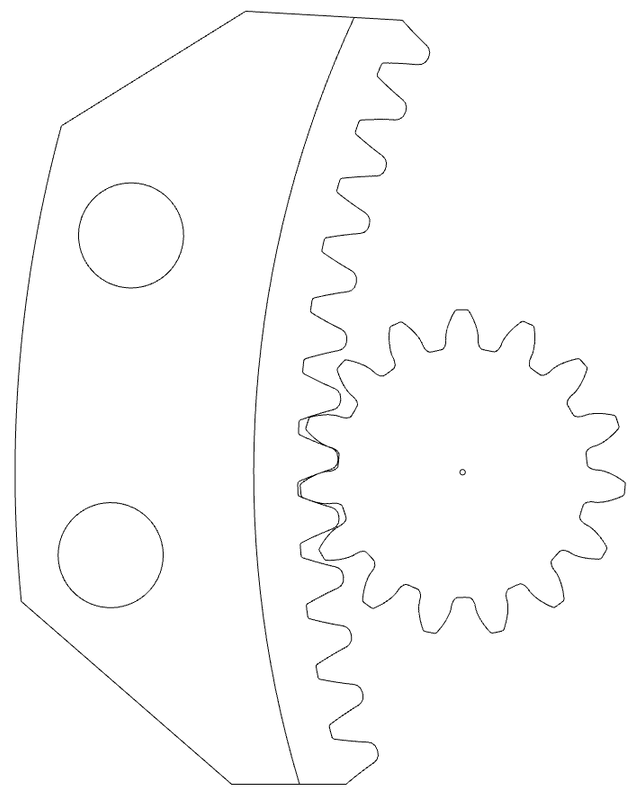
Good to know. Didn't really know what to call this and that apparently set a few people offWhat you are dealing with IS a bent rack, but is otherwise also known, as a sector of an Inside Tooth Gear.

That's a good idea... I'll look around for a shop. There used to be a couple around here, but afaik they died a while back.Another option, if you are in or near a place that has an RC car related hobby shop, is to take your parts there, and see if they mesh up with any of the standard DP gears they stock.