David916
Aluminum
- Joined
- Jul 5, 2020
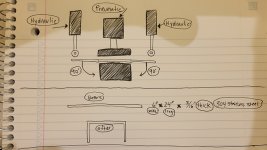
Need to mass produce a part made of 3/16" thick x 6" wide x 24" long 304 stainless that requires two 90 degree bends.
I made a quick sketch to get a rough idea of a potential layout. Was thinking about using two hydraulic cylinders to bend the two ends of the part 90 degrees downward and a pneumatic cylinder to clamp the center of the part so it doesn't warp.
Please note, I drew the cylinders way too far away from the bend line by accident. They would be moved inwards and sit right up against the bend line and the hydraulic cylinders would have metal rollers attached to the rod end to prevent marring.
The top part of the drawing is the proposed setup of the build and the bottom half is the before and after.
Am I close or way off and if so, is there a better way? I have access to every type of machinery and a fiber laser cutter and am open to building the best possible setup. Have quite a bit of brain damage from a severe accident and figuring things out is a bit hard so usually I need to build something a few times to get it right and thought I'd ask for some feedback to reduce the trial and error.
Any advice would be appreciate.
Thanks,
Dave
I made a quick sketch to get a rough idea of a potential layout. Was thinking about using two hydraulic cylinders to bend the two ends of the part 90 degrees downward and a pneumatic cylinder to clamp the center of the part so it doesn't warp.
Please note, I drew the cylinders way too far away from the bend line by accident. They would be moved inwards and sit right up against the bend line and the hydraulic cylinders would have metal rollers attached to the rod end to prevent marring.
The top part of the drawing is the proposed setup of the build and the bottom half is the before and after.
Am I close or way off and if so, is there a better way? I have access to every type of machinery and a fiber laser cutter and am open to building the best possible setup. Have quite a bit of brain damage from a severe accident and figuring things out is a bit hard so usually I need to build something a few times to get it right and thought I'd ask for some feedback to reduce the trial and error.
Any advice would be appreciate.
Thanks,
Dave