godsenergy
Plastic
- Joined
- Mar 23, 2022
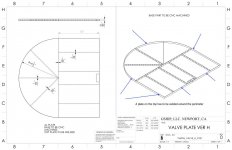
We have a tentative design for either CNC machining and welding 2 sections or welding 3 sections. The challenge is that the thickness of the T 6061 AL we want to use is only 1/32" -- super thin. I'm attaching the drawings of the 2 design choices to see if either or both are possible. If so; how do we keep the aluminum from warping during welding?