Hello friends.
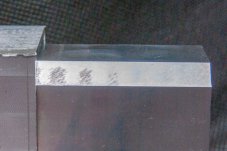
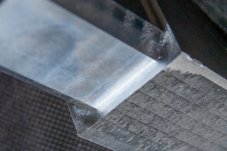
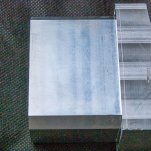
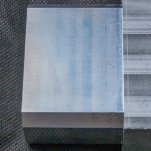
So. There is a bounce in the chamfer area. On the plane, no problem. Aluminium alloy. Cutter, three flutes, 8 mm (1/3 inch) diameter, 60 mm (2.36 in) long. 7000 rpm, feed 500 mm/min (20 ipm). Cutting depth - 0.2 mm. This is the final pass. Yes, the cutter moves away by 0.025 mm, but this is not a problem.
It's hard to photograph, but I tried.
What recommendations can you give? Is it possible to perform such an operation in one pass? Is it possible to perform such an operation?
Thank you.
So. There is a bounce in the chamfer area. On the plane, no problem. Aluminium alloy. Cutter, three flutes, 8 mm (1/3 inch) diameter, 60 mm (2.36 in) long. 7000 rpm, feed 500 mm/min (20 ipm). Cutting depth - 0.2 mm. This is the final pass. Yes, the cutter moves away by 0.025 mm, but this is not a problem.
It's hard to photograph, but I tried.
What recommendations can you give? Is it possible to perform such an operation in one pass? Is it possible to perform such an operation?
Thank you.