mhzinduction
Aluminum
- Joined
- Jun 7, 2012
- Location
- Michigan
Hey guys, I have a part that is just killing me when it comes to breaking a chip and I cant figure out what to do! (Newish to the CNC lathe world. mostly run 3 and 5 axis mills) Please be gentle with me its my first time....
We cant seem to get the chips controlled, they're basically turning into Brillo pads inside the hole.
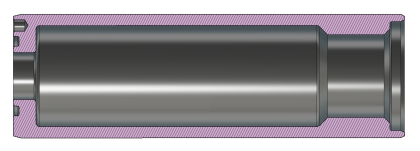
Material 4140 1.500 x 5.000 Long
Feed and Speed (SFM 400) .025 DOC .003 IPR
Doosan Puma 2600 SYII
Royal Products QG-80 Collet
Starting bore size .850 (there is a thread at the beginning about an inch long and after that the part steps over to about 1.062
We have tried carbide boring bars and heavy metal bars 5/8 shank also. I also bought a MAQ silent boring bar with coolant thru to try and help flush the clips out.
We cant seem to get the chips controlled, they're basically turning into Brillo pads inside the hole.
Material 4140 1.500 x 5.000 Long
Feed and Speed (SFM 400) .025 DOC .003 IPR
Doosan Puma 2600 SYII
Royal Products QG-80 Collet
F08Q-SDUPR 2-ER Sandvik Silent Boring Bar (1/2) D 10XD Length Stick out
Insert DCMT21.51LP MitsubishiStarting bore size .850 (there is a thread at the beginning about an inch long and after that the part steps over to about 1.062
We have tried carbide boring bars and heavy metal bars 5/8 shank also. I also bought a MAQ silent boring bar with coolant thru to try and help flush the clips out.