Hello everyone,
I've been searching around and researching on the site for a while now, but this will be my first post. I recently acquired what I believe is a 1984 Bridgeport (going off serial #'s) with the SWI PROTO TRAK MX2 CNC setup on it. I just happened across this at a local online auction and ended up winning it. I have no real experience with machining other than my self taught research and trials and errors with my PM-25MV and my 1966 13" South Bend lathe I just finished restoring.
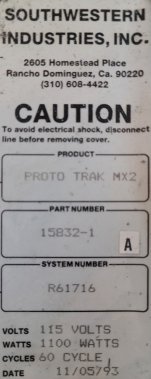
My first order of business is going to be figuring out how to power this thing. I did plug in the MX2, since it is 115v, and was able to verify it does work. I was able to jog the table on both the "X" and "Y" axis. Now to my question, obviously I will need a VFD or some type of converter to run off of my single phase 220v I have available in the garage. The mill motor is obviously 3phase. Since this is a variable speed head and the CNC is powered from the setup on the mill itself, it seems my best option would be to simply feed power to it from a VFD and not use any of the fancy features available on many of the VFD's. I assume this is the best method because the VFD will also be powering the CNC portion therefore I can't be controlling the motor or anything from the VFD without affecting power to the CNC correct? This being the case do I still really need to go with the more expensive VFD modules or can I get away with a more basic one since I have no use for the fancy features?
Secondly based on the pictures would it be a good idea to do some disassembly of the table and knee and do some cleanup of the ways and check lubrication lines? You can see some wear on the ways, doesn't seem to be too bad to me but I'm no expert. I don't want to make it any worse though. If I do take it apart how does the installed CNC motors and such affect the process? I have the rebuild guide for a standard manual Bridgeport, but I would like to know what I'm getting into with the SWI system on there before I go tearing into everything. I would hate to accidentally destroy some part of it since it currently works and I'm sure getting any replacement stuff from a 1993 CNC system would not be easy.
Please feel free to offer any suggestions, experience tid bits or warnings that might be useful for me.
I'm sure I'll come up with more questions as I get into this, but this should get me started I'm thinking.
Cheers,
Brent
I've been searching around and researching on the site for a while now, but this will be my first post. I recently acquired what I believe is a 1984 Bridgeport (going off serial #'s) with the SWI PROTO TRAK MX2 CNC setup on it. I just happened across this at a local online auction and ended up winning it. I have no real experience with machining other than my self taught research and trials and errors with my PM-25MV and my 1966 13" South Bend lathe I just finished restoring.
My first order of business is going to be figuring out how to power this thing. I did plug in the MX2, since it is 115v, and was able to verify it does work. I was able to jog the table on both the "X" and "Y" axis. Now to my question, obviously I will need a VFD or some type of converter to run off of my single phase 220v I have available in the garage. The mill motor is obviously 3phase. Since this is a variable speed head and the CNC is powered from the setup on the mill itself, it seems my best option would be to simply feed power to it from a VFD and not use any of the fancy features available on many of the VFD's. I assume this is the best method because the VFD will also be powering the CNC portion therefore I can't be controlling the motor or anything from the VFD without affecting power to the CNC correct? This being the case do I still really need to go with the more expensive VFD modules or can I get away with a more basic one since I have no use for the fancy features?
Secondly based on the pictures would it be a good idea to do some disassembly of the table and knee and do some cleanup of the ways and check lubrication lines? You can see some wear on the ways, doesn't seem to be too bad to me but I'm no expert. I don't want to make it any worse though. If I do take it apart how does the installed CNC motors and such affect the process? I have the rebuild guide for a standard manual Bridgeport, but I would like to know what I'm getting into with the SWI system on there before I go tearing into everything. I would hate to accidentally destroy some part of it since it currently works and I'm sure getting any replacement stuff from a 1993 CNC system would not be easy.
Please feel free to offer any suggestions, experience tid bits or warnings that might be useful for me.
I'm sure I'll come up with more questions as I get into this, but this should get me started I'm thinking.
Cheers,
Brent
Attachments
-
 20231005_214505_Reduced.jpg435.4 KB · Views: 49
20231005_214505_Reduced.jpg435.4 KB · Views: 49 -
 20231005_215030_Reduced.jpg388.1 KB · Views: 44
20231005_215030_Reduced.jpg388.1 KB · Views: 44 -
 20231005_214918_Reduced.jpg430 KB · Views: 37
20231005_214918_Reduced.jpg430 KB · Views: 37 -
 20231005_214908_Reduced.jpg422.3 KB · Views: 37
20231005_214908_Reduced.jpg422.3 KB · Views: 37 -
 20231005_214855_Reduced.jpg477.7 KB · Views: 33
20231005_214855_Reduced.jpg477.7 KB · Views: 33 -
 20231005_214745_Reduced.jpg355.2 KB · Views: 36
20231005_214745_Reduced.jpg355.2 KB · Views: 36 -
 20231005_214731_Reduced.jpg393.3 KB · Views: 35
20231005_214731_Reduced.jpg393.3 KB · Views: 35 -
 20231005_214542_Reduced.jpg475.9 KB · Views: 37
20231005_214542_Reduced.jpg475.9 KB · Views: 37 -
 20231005_214528_Reduced.jpg513.4 KB · Views: 37
20231005_214528_Reduced.jpg513.4 KB · Views: 37 -
 20231005_214517_Reduced.jpg340.8 KB · Views: 47
20231005_214517_Reduced.jpg340.8 KB · Views: 47
