JasonMorich
Plastic
- Joined
- Mar 27, 2024
- Location
- Bloomington, IL
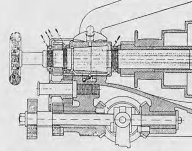
Hello, I am new to the forum and recently purchased this Hendey 14x5, serial #25247. I am looking for any information I can find on the history of this lathe, and have some questions about the rear spindle bearing. After I got the lathe home, I noticed a crack around the edge of the rear spindle bearing. Based on the diagrams of the headstock that I have been able to find, it appears that this part of the bearing is a thin lip to catch oil and not part of the actual bearing surface. Is there any way to repair this without replacing the entire bearing? If not, what is the best option for replacing the bearing?
Thank you,
Jason
Thank you,
Jason