Dear Dave,
Thank you for your in depth post. I very much appreciate your taking time out to help out with my issue!
Videos showing the issue:
Axis overshoot -
Do not look at the movement values- we are just touching the axis jog button and it not in step mode. The same overshoot happens in the reverse direction as well, but less somehow. It is more visible at higher feed rates.
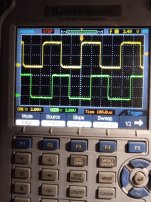
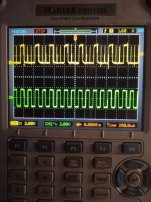
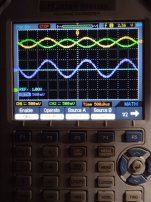
PWM scale diagnosis -
I am located in Bangalore, India.
On the points you have mentioned:
1. I have restored all parameters back to the original values, with the exception of 3283- Settling time for Y axis (original was 150, now it is 250). If i reduce this to the original value the axis becomes inoperable (every stop results in Y+30 Settling time overflow)
2. I am unable to pin point where the issue is. I have made videos of the machine when being dialed- the axis overshoots by about 40-50 microns, then reverses, and then goes forward (basically oscillates until it achieves the correct position) and stops at the exact commanded position. Something like a spring.
3. We have used a PWM21 unit- the scale feedback and control feedback match, and the PWM picks up the axis oscillation as we are seeing on the dial. However, the oscillation is within the movement error limits, which is why the control does not throw a positioning error alarm, and does not show the values on the main page. In the axes diagnosis we are able to see a negative lag value at the time we are stopping the axis.
4.The axis is direct drive- There is a spider coupling between the motor and the ball screw. I have installed a new coupling as we suspected the coupling might have an issue or the polyurethane spider may have lost its rigidity.
5. I will recheck on the backlash to be sure- we checked the axis in a more crude way- Push and pull with the machine kept in emergency stop. The axis deviation before ball screw and end bearing change was about 20 microns. After ball screw change, this deviation is 1 micron. Ball screw is brand new purchased from DMG.
6. The axis movement feels perfect by hand. We moved the axis without ball screw and it moves super smooth. The ball screw rotates perfectly, although when coupled with the axis, it is tight in our opinion because of the new seals. I am contemplating installing the old screw again to check if this problem gets any better. The old screw was rough, but is holding its preload well. The backlash was because of busted drive side bearings, and before change the ball screw assembly was rotating very rough which we assumed was the cause of this issue.
7. X and Y servomotors are the same. I intend on interchanging and seeing if this is the issue.
I have called DMG for a service visit but that would happen next week. I am not sure if the team here can handle this problem, as their answer over phone is to get the machine laser calibrated as the compensation values of the old screw are messing up this screw movement, which I know is not the case. The compensation values are only active after machine referencing, whereas I am facing this overshoot even before referencing is done.
Any inputs or guidance on the way forward would be most appreciated.
 IMG-4258.jpg735.1 KB · Views: 24
IMG-4258.jpg735.1 KB · Views: 24 IMG-4262.jpg521.1 KB · Views: 23
IMG-4262.jpg521.1 KB · Views: 23 IMG-4263.jpg504.2 KB · Views: 22
IMG-4263.jpg504.2 KB · Views: 22 IMG-4264.jpg485.6 KB · Views: 22
IMG-4264.jpg485.6 KB · Views: 22 IMG-4265.jpg549.9 KB · Views: 22
IMG-4265.jpg549.9 KB · Views: 22 IMG-4266.jpg649.7 KB · Views: 25
IMG-4266.jpg649.7 KB · Views: 25 IMG-4267.jpg468.5 KB · Views: 24
IMG-4267.jpg468.5 KB · Views: 24 IMG-4268.jpg530 KB · Views: 23
IMG-4268.jpg530 KB · Views: 23 IMG-4269.jpg500.3 KB · Views: 22
IMG-4269.jpg500.3 KB · Views: 22 IMG-4257.jpg593.9 KB · Views: 25
IMG-4257.jpg593.9 KB · Views: 25