Hi,
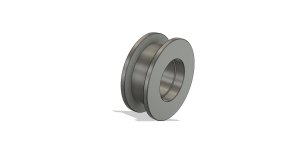
I am a one man shop that typically does not do repeat work, most of my customers are small businesses that don't have engineering and maintenance support so I do as much design/electrical work as I do machining . One part I recently made was a reverse engineer of an OEM pulley that had some weaknesses exposed during field use. My customer is looking to purchase more machines for some out of state work and they don't want the potential down time over equipment failure as when it happens 5 guys end up standing around. So, they have asked me to make several more of the part to install on their new machines plus spares. My question is to see if there's a better way to machine the OD on this part. The material is 4140, the pulley is 4" dia, distance between shoulders is .94", shoulders are .42" tall with a 7.6 degree taper. Roughing it out I used a groove/turn tool with a 3mm/.118" insert groove to full depth with .05" stepovers. With this tool, would this roughing strategy be recommended or would it be better to go to a smaller depth and turn the stock along the .94" length axis? I'm not looking to squeak out time just want to use best practice. On another job with similar features I went to .03" depth and turned the part so I've used both strategies. Seems to me that the tool/insert design would be stronger feeding in versus traversing. Thoughts? Machine is a Haas TL2 lathe.
I am a one man shop that typically does not do repeat work, most of my customers are small businesses that don't have engineering and maintenance support so I do as much design/electrical work as I do machining . One part I recently made was a reverse engineer of an OEM pulley that had some weaknesses exposed during field use. My customer is looking to purchase more machines for some out of state work and they don't want the potential down time over equipment failure as when it happens 5 guys end up standing around. So, they have asked me to make several more of the part to install on their new machines plus spares. My question is to see if there's a better way to machine the OD on this part. The material is 4140, the pulley is 4" dia, distance between shoulders is .94", shoulders are .42" tall with a 7.6 degree taper. Roughing it out I used a groove/turn tool with a 3mm/.118" insert groove to full depth with .05" stepovers. With this tool, would this roughing strategy be recommended or would it be better to go to a smaller depth and turn the stock along the .94" length axis? I'm not looking to squeak out time just want to use best practice. On another job with similar features I went to .03" depth and turned the part so I've used both strategies. Seems to me that the tool/insert design would be stronger feeding in versus traversing. Thoughts? Machine is a Haas TL2 lathe.