gustimusti
Plastic
- Joined
- Mar 25, 2021
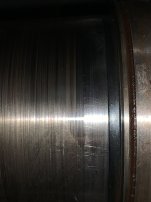
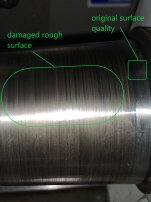
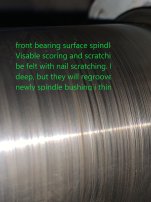
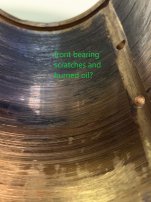
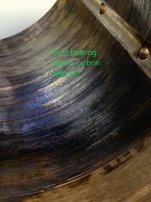
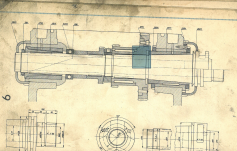
Hi, Recently i purchased a Volman S28 lathe. It is the precendent of the TOS S28, but slightly different. Different spindle bearing setup for example. It was running well, but i had 0,016mm runout on the spindle nose and couldn't get it better with adjusting. With new bearings it should be almost zero. I also wanted to clean the bronze bearings so decided to dismantle the whole spindle. Rear bearing is still in good condition, but front bearing has suffered from lack of lubrication and/or dirty oil. This is an older type of bearing design, so I cannot find these for sale. The outer diameter is round, the inside is conical. Non splitted bronze bearing. Adjustment is possible by moving out the whole bearing. I was planning to carefully rescrape the front bearing with the front and rear bearings in place. Blue spindle taper, put in place, tighten the rear bearing. check blueprint, scrape, repeat... But looking at the scratches in the spindle taper front, maybe I should also regrind the spindle cone also? There is still space to take some material (spindle will drop deeper inside bearing). I think the spindle is case hardened, but not hard chromed.
Anyone had the same situation before in therms of spindle surface damage? What about the spindle, leave it as it as and just scrape the bronze bearing? Polish it using a flat sharping stone? I can live with 0,016mm runout, but i want to have better surface contact (scraped) so the oil distrubution is better and spindle is not heating so fast and smoother rotating. It was dragging a lot when adjusted correctly. (0.02mm radial play)
My first idea: i'm gonna use a grinded (or sraped, my machinist level) rectangular block of steel with some fine sanding/polishing paper glued/pressed on. The block will be exact in lenght so that it covers the whole lenght of the spindle cone surface. To my guess the unused parts of the surface are 'high' spots. So by spanning them with a straight surface, i'll polish the surface straight with it and i can quickly see if the cone has a slightly hollow shape due to wear and scratching. In this case the spindle can rotate a bit out of center (like 0.02mm), but it should not affect the taper significant. Just hold the block equally lightly pressed end perfect in line with the spindle. It is subjective, but also a forgiving method i would guess. I'll hope this result will be good enough because grinding between centers might give more error then there already is in the runout of the taper. I'm lucky the rear bearing is still in good condition, so alignment when scraping the front bearing should be ok.
I have another lathe, but unfortunately to short bed and to narrow bore to get spindle between centers. However I can set it up between fixed steady and chuck to slowly rotate it around.
Any advise welcome. Attached all the pictures of spindle and bearings
Anyone had the same situation before in therms of spindle surface damage? What about the spindle, leave it as it as and just scrape the bronze bearing? Polish it using a flat sharping stone? I can live with 0,016mm runout, but i want to have better surface contact (scraped) so the oil distrubution is better and spindle is not heating so fast and smoother rotating. It was dragging a lot when adjusted correctly. (0.02mm radial play)
My first idea: i'm gonna use a grinded (or sraped, my machinist level) rectangular block of steel with some fine sanding/polishing paper glued/pressed on. The block will be exact in lenght so that it covers the whole lenght of the spindle cone surface. To my guess the unused parts of the surface are 'high' spots. So by spanning them with a straight surface, i'll polish the surface straight with it and i can quickly see if the cone has a slightly hollow shape due to wear and scratching. In this case the spindle can rotate a bit out of center (like 0.02mm), but it should not affect the taper significant. Just hold the block equally lightly pressed end perfect in line with the spindle. It is subjective, but also a forgiving method i would guess. I'll hope this result will be good enough because grinding between centers might give more error then there already is in the runout of the taper. I'm lucky the rear bearing is still in good condition, so alignment when scraping the front bearing should be ok.
I have another lathe, but unfortunately to short bed and to narrow bore to get spindle between centers. However I can set it up between fixed steady and chuck to slowly rotate it around.
Any advise welcome. Attached all the pictures of spindle and bearings