dazz
Stainless
- Joined
- Aug 20, 2006
- Location
- New Zealand
Hi
I am doing deep maintenance on my Milling machine that is held together with lots of tapered pins.
Most of the tapered pins are in tight spaces where I can't get to the far side to backup with a heavy chunk of metal.
I read a post that included a comment from someone ( sorry, I don't remember the exact post or the person) about using a press type tool to remove taper pins.
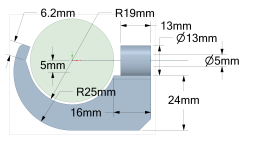
Taking that comment, I designed and made a tool to remove taper pins on my milling machine. The tool is sized for my mill.
The screw is an M6.
I designed two versions. One is made of steel thick enough to drill and tap (one piece)
The other version for tight spots is made of thinner steel with a threaded bush welded on.
The screws are turned for different sized pins.
If a pin protrudes from the fat end, use washers to create a space to release into.
I am doing deep maintenance on my Milling machine that is held together with lots of tapered pins.
Most of the tapered pins are in tight spaces where I can't get to the far side to backup with a heavy chunk of metal.
I read a post that included a comment from someone ( sorry, I don't remember the exact post or the person) about using a press type tool to remove taper pins.
Taking that comment, I designed and made a tool to remove taper pins on my milling machine. The tool is sized for my mill.
The screw is an M6.
I designed two versions. One is made of steel thick enough to drill and tap (one piece)
The other version for tight spots is made of thinner steel with a threaded bush welded on.
The screws are turned for different sized pins.
If a pin protrudes from the fat end, use washers to create a space to release into.







 The end results would be, you wouldn't have cut the shaft to remove the pin. Just a bunch of pieces and a new hole. Just ream it out for the next larger size. Even after that, you still have to remove the pin.
The end results would be, you wouldn't have cut the shaft to remove the pin. Just a bunch of pieces and a new hole. Just ream it out for the next larger size. Even after that, you still have to remove the pin.