Hello!
I work in a swiss shop doing mostly medical stuff, and have run into an issue we haven't been able to figure out so maybe one of you can help.
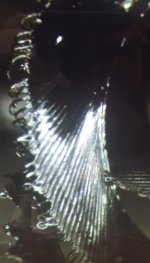
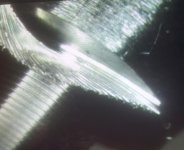
I'm thread whirling a screw with a #6-80 thread on a Citizen L20. Thread length ranges from 1.5" to just over 4". The thread whirler is producing long, skinny chips that stay wrapped around the screw over half the time, even with high pressure where it is supposed to be. I have whirled tens of thousands of bone screws and thousands of various other screws with plenty of different threads and have never run into this problem. None of the on-machine cleaning methods have proven 100% successful. The issue is the pickup will pack these onto the thread up against the head of the screw so tightly that it takes 5 minutes to unwind them and then it's a crap shoot as to whether the thread is still good.
The chips are odd. They look wrinkled on the surface. ID edge is clean, OD edge is ragged almost like a feather's edge and almost looks torn rather than cut. I've measured the inserts, they can easily handle the depth of cut.
We have tried, individually or in combinations: increasing whirler RPM (inserts didn't like it), decreasing main spindle rotation (still chips, unacceptable cycle times as this controls the effective feed), PSI setting of high pressure (no change), thread angle (no change -- but insert angle is only 1.78deg, not lots of wiggle room), new lot of inserts (no change).
The insert guys are as lost as we are as the only other time they heard of this issue was someone rotating their whirler the wrong way. We've even had Switzerland call us to check up, so at least we aren't the only ones scratching our heads.
Material is .312" TI6AL-4V ELI and we have a 5mm extended nose guide bushing. We were having issues with .250" bars doing the same and thought it might be a rigidity issue but apparently not.
My bosses and I are at a loss. I'm making parts, but spending far too much time cleaning chips off and this is a mid-length screw. The longer ones have even more issues with chips. Could the 3 degree cutting edge relief not be enough?
I work in a swiss shop doing mostly medical stuff, and have run into an issue we haven't been able to figure out so maybe one of you can help.
I'm thread whirling a screw with a #6-80 thread on a Citizen L20. Thread length ranges from 1.5" to just over 4". The thread whirler is producing long, skinny chips that stay wrapped around the screw over half the time, even with high pressure where it is supposed to be. I have whirled tens of thousands of bone screws and thousands of various other screws with plenty of different threads and have never run into this problem. None of the on-machine cleaning methods have proven 100% successful. The issue is the pickup will pack these onto the thread up against the head of the screw so tightly that it takes 5 minutes to unwind them and then it's a crap shoot as to whether the thread is still good.
The chips are odd. They look wrinkled on the surface. ID edge is clean, OD edge is ragged almost like a feather's edge and almost looks torn rather than cut. I've measured the inserts, they can easily handle the depth of cut.
We have tried, individually or in combinations: increasing whirler RPM (inserts didn't like it), decreasing main spindle rotation (still chips, unacceptable cycle times as this controls the effective feed), PSI setting of high pressure (no change), thread angle (no change -- but insert angle is only 1.78deg, not lots of wiggle room), new lot of inserts (no change).
The insert guys are as lost as we are as the only other time they heard of this issue was someone rotating their whirler the wrong way. We've even had Switzerland call us to check up, so at least we aren't the only ones scratching our heads.
Material is .312" TI6AL-4V ELI and we have a 5mm extended nose guide bushing. We were having issues with .250" bars doing the same and thought it might be a rigidity issue but apparently not.
My bosses and I are at a loss. I'm making parts, but spending far too much time cleaning chips off and this is a mid-length screw. The longer ones have even more issues with chips. Could the 3 degree cutting edge relief not be enough?